Thread #2970554 | Image & Video Expansion | Click to Play

File: shops_o_dayspast.png (1.8 MB)

1.8 MB PNG
Ask machining questions, post machining failures
CAD CAM talk
Speeds and feeds guessing
G-Code, M-Code, Bro-Code
Fanuc vs Haas
Bitch about pay
Ignore Sieg
Whine about spline shafts
Button pushers who think they're machinists
new years improvisation edition theme: https://www.youtube.com/watch?v=nmrkecCd_1E
106 RepliesView Thread
 Showing all 106 replies.
Showing all 106 replies.>>
>>
>>
>>
>>
>>
>>2970844
It slides the flat belt onto an idler pulley or somesuch up top to stop the lathe. Speed control of the lathe was done by different sized pulleys on the lathe spindle. There might be 2 different sized pulleys up top for speed control too.
>>
>>
>>
>>
>be head machinist/programmer/supervisor for a 5 man cnc department
>everything goes to shit Monday
>spend all of Tuesday fixing everyone's mistakes
>management hammers me Wednesday for being behind
>go home early to spite them
>come in early Thursday and get some critical orders finished
>management hammers me for still being behind
>call out today just to spite them
>management tries to get their nepo hire to do my job
>he can't program a simple part and misses the deadline
Am I in a position to demand more money
>>
File: 20260116_190113.jpg (3.1 MB)

3.1 MB JPG
so continuation from other thread, i found a wiring diagram (still havent set up the wiring yet)
can anyone decode this and just tell me which ones are the main power leads? after that i dont need to worry about the control wires since i can just control the motor with the vfd
motor says it can do 2 or 4 pole
>>
>>
>>
>>
>>
>>
File: IMG_3136.jpg (1.7 MB)

1.7 MB JPG
Did my first work with aluminum and carbide insert tooling this week. I think I'm doing ok given I'm working with clapped machines and iffy tooling. (Decent 5-flute shell mill, but we're only allowed to replace inserts if they're actually chipped/broken, so I'm working with a mix of new and worn inserts.) Also holy fuck this shit scratches if you even look at it funny, real pain in the ass.
>>
File: IMG_3124.jpg (1.8 MB)

1.8 MB JPG
>>2971356
Also, got to use the mics I posted last thread a bunch this week and they seem to be accurate, at least comparing them to the school's standards and mics. I made some "kaizen" foam to hold them and my caliper in my toolbox as well, this is kind of a prototype and I'm gonna use the school's laser to cut better ones, maybe out of wood that I'll line with felt.
My instructor suggests I get my own lathe tooling for when we get to that, says even the cheap Amazon kits are better than the trashed stuff the school has. Was thinking maybe one of the $150ish Shars kits.
>>
>>
File: channels4_profile.jpg (105.6 KB)

105.6 KB JPG
>bought fusion360
>bought a carvera mill
>gonna quit my job this week
Tell me I'm gonna make it
>>
>>
File: 20260118_141110.jpg (2.3 MB)

2.3 MB JPG
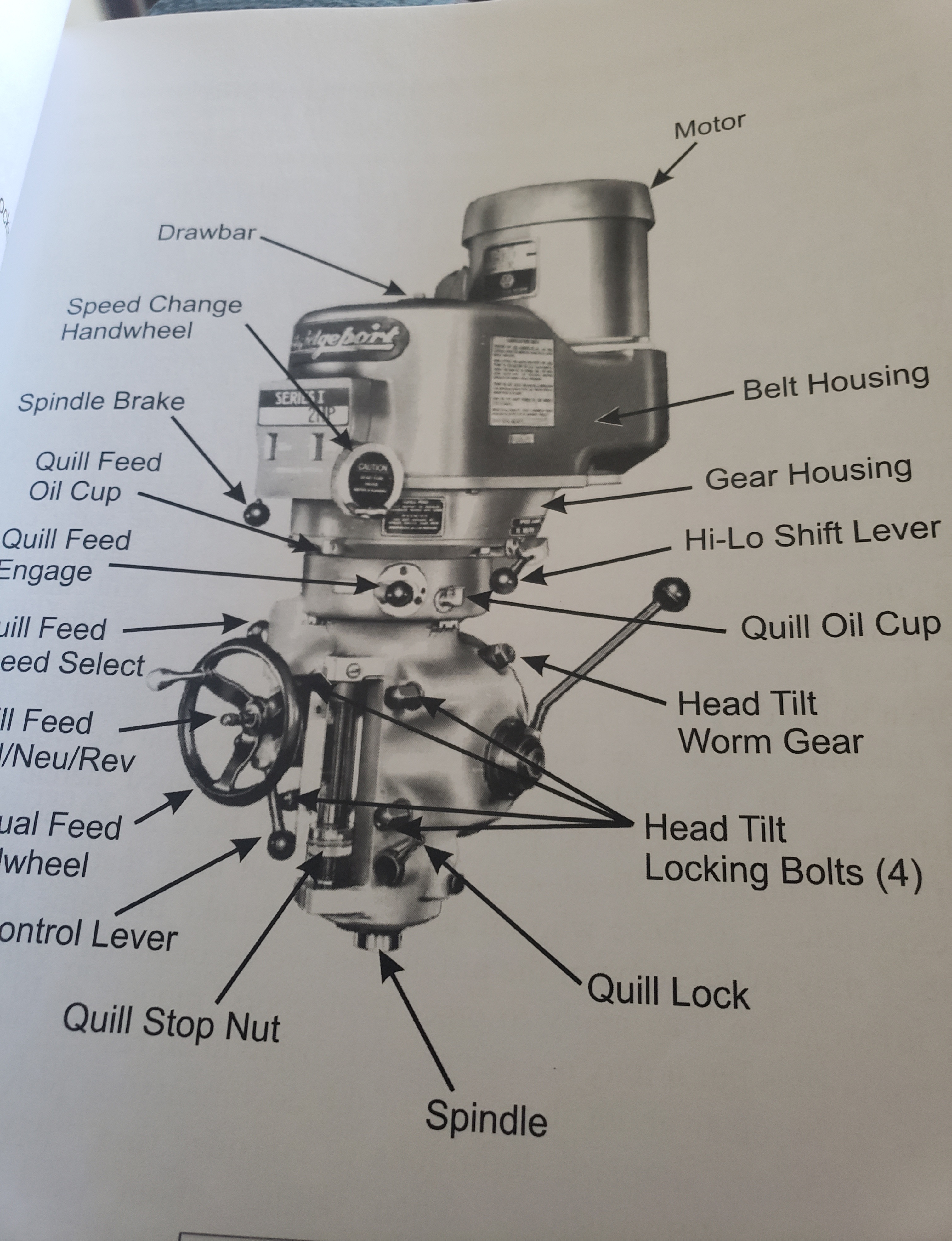
having a hard time finding the oil and grease ports on this thing, didnt come with a manual and havent gotten a response from acramill yet on details about the machine
i was able to easily find information about oiling the lower half of the machine so why does nobody talk about the head
>>
File: 20260118_141119.jpg (2.1 MB)

2.1 MB JPG
>>2971588
heres more pictures for a full 360 view of the head
>>
File: 20260118_141126.jpg (2.3 MB)

2.3 MB JPG
>>2971589
>>
File: 20260118_141133.jpg (2.5 MB)

2.5 MB JPG
>>2971590
>>
File: 20260118_142136.jpg (2.2 MB)

2.2 MB JPG
>>2971591
and this is the last picture, i know im supposed to oil "the slot" on this weekly but im not sure what it exactly means, and i also cant figure out how to operate the lever because it doesnt turn in the slightest, unless its just stuck but i dont wanna break it by beating on it
>>
>>
File: 20260118_122740.jpg (2.2 MB)
2.2 MB JPG
>>2971588
lower cup on the side gets light spindle oil. the bearings are open and the oil flows in them drips out the quill snout
to lube the quill put it down a few inches and drip oil on the top of the drawbar end
the upper oil cup on the side of the head is for the backgears. it takes med-heavy. it leakes out into the quill with use
>>
>>2971585
I just have to make $1200 a week and its all worth it
Thats 30 little wooden things at $40 a piece I have to move every week
I'll find something to make and begin modeling it and programming it over the next couple weeks after work. Little stupid trendy things, replicas of historical significance, things that other people are 3d printing that would be nicer if made from wood. I'll make 100 of each thing before starting the next. I'll 3d print the workholding. I'll order the tooling. No down time and I could spend 80 hours a week on this from my home.
Once I have a viable income I will move on to aluminum parts and more complex assembled parts. Nothing too expensive and still sticking to low volume so I dont have too much niche shit I have to move
I just need to be able to prove to a bank I can run a business right. Then with a loan I can afford manufacturing space and larger more competitive machines
>>
>>
>>
>>
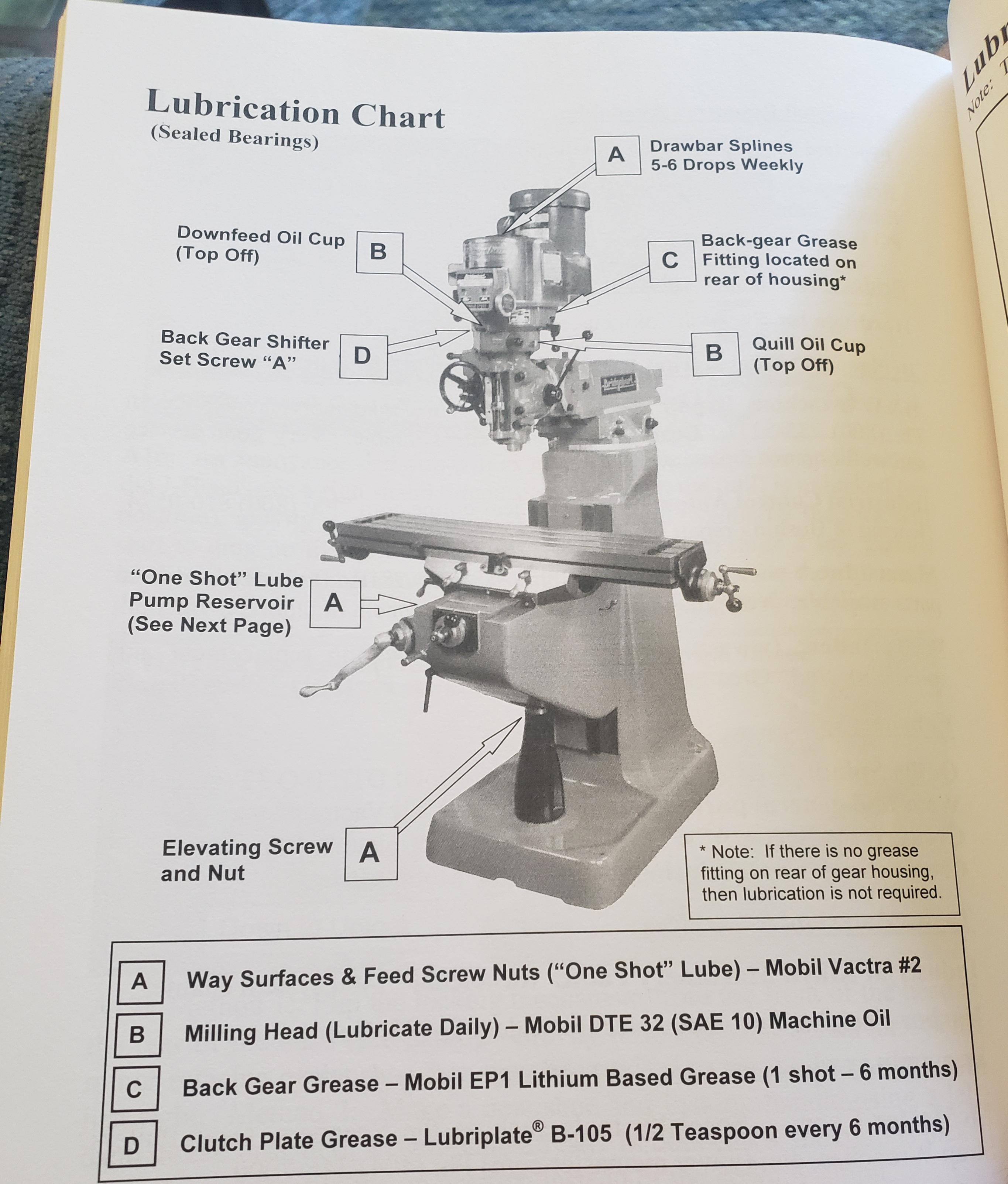
>>2971602
http://vintagemachinery.org/mfgindex/detail.aspx?id=2099&tab=3
there several variations of operators manuals here with info. it changed a. it over the years so check several different ones if yours is different
>>
>>
>>
File: 20260118_131116.jpg (1.7 MB)
1.7 MB JPG
>>2971611
ive only ever seen it on vari heads and its on the back marked C in the picture. its an allen headed setscrew size 5/16-24
>>
>>
File: 20260118_163952.jpg (1.1 MB)

1.1 MB JPG
>>2971628
>>
>>
>>
>>
>>
>>
>>
>>2971630
Open the jaws of a bench vise a little wider than the endmill, fold 2 rags to make a really really thick pad
Slam the collet against the pad the endmill will fling out onto the floor
Or just use need nose pliers grab the web you’ll break the endmill but save the collet
>>
Is 50-75sfm not reasonable for cobalt drills on 304? Today my 17/64 drill ran through something like 15 holes on 304, then it started glowing.
I'm the guy who broke a tap on this same part on the last thread. For anyone who finds themselves in that position, turns out the tap-disintegrating carbide drill bits really work. Saved a ~$1200 part.
>>
>>
>>2971853
i looked into it a few years ago when i still had the gumption to wageslave. its basically just being a temp except everyone hates you 24/7. and if you get sent to a big union plant in the rust belt you can expect to be at minimum screamed at by 50 yo manchildren on the picketline. and about 50/50 whether youll get the windows broken out of your car and dogshit dumped in or even physically assaulted. if its bad the temp agency will bus you in though
mostly its just mindnumbing production work for half again the pay plus maybe ot if youre not getting 1099 ratfucked jewed. read the fineprint on the contract
>>
I'm milling some holes into the faceplate of an instrument enclosure and it's 'foaming up' as the mill is making passes. Pretty sure it's some kind of aluminum. I'm re-running the program to clean it up but still the foamed metal is bulging out over the edges and making cleanup a real pain.
Is this something I can fix with a different feed and speed or is it just shitty aluminum?
>>
File: 1735676913390747.jpg (143.4 KB)
143.4 KB JPG
>>2971946
machine? cutter? rpm? feedrate? finish cut?
>>
>>2971745
i hate 304. and its inconsistent as hell. somebody told me the extra machineable carpenter steel version was just tight input controlled melt. but i digress
precision twist brand cobalt drills are ok. nachi cobalt are the goat
im pretty conservative on 304. id probably start at 600-650 rpm and .003 feed w/.062 peck and play from there. if you dont have flood get a bottle of molydee or sulphurized oil and brush the tip evey peck. +25% on everything if you have flood @10-12% concentration
get 2 or 3 drills and swap them out every 5 holes or so because the heat just builds in them
>>
>>
>>
>>2972026
5 ipm with hss endmills is like speed of something a fuck ton more ridgid than some conduit way router you assembled out of 3d printed mounts and run with grbl and stepper motors
I tend to only cut aluminum with diy kit mills and run a super super shallow doc and very slow and use air as cooling
Even then finish is meh but cutting is cutting these aren’t dmg moris
>>
>>
>>2972166
post some pictures, if we saw your setup we might be able to tell you what the issue is
its also probably not as rigid as you think it is, or there might be one point where the rigidity isnt good like the vise or the way the workpiece is clamped
>>
File: 20260121_175038.jpg (2.4 MB)

2.4 MB JPG
>>2972185
It works fine, my new problem is that dimensional accuracy is shit and the servos get stinking hot after a while.
>>
>>
>>2971600
Production is never a problem. Anyone can produce thousands of something. You need a reliable way of selling stuff. Focus your attention there. Perhaps start a shorts chanel that is only there to promote your stuff, just like every other "product designer".
>>
>>
>>2972436
I said it was aluminum, some kind of soft shitty aluminum that behaves like cheese. Doesn't like a high depth of cut, it starts getting pushed out of the way rather than being cut. Anyways it's done.
The machine is losing steps I think, the holes came out undersized by 10 thou.
>>
I want to get into machining as a hobby. Im debating if I should go the self taught route or get certified at the local technical college.
The college seems pretty cheap, less than $4k for the whole program and it's pay as you go.
Not sure if it'll be worth it, but I imagine having the guidance and all the tools would be better than buying stuff myself.
>>
>>2972550
>hobby
>get certified
Do you actually have something you want to make or are you an NPC looking for a costume to wear? This isn't an insult to getting an education, there's a lot to know machining, most of it not applicable for someone dicking around at home using minature tools.
>>
>>2972550
That's shockingly cheap, must not be a lot of class time. I'm doing a machining associates at a regular community college (albeit one with a notably good and in-depth program) and it's gonna cost me around 16k in tuition by the time I'm done, plus required tools etc. (Thankfully not that many of those at least, I've seen some programs that require a whole Kennedy box full of shit.)
>>
>>
>>2972567
I just figured the tech school will give me a guided path on what to do and give me a lot of breathe.
My concern with buying the equipment and not doing school is that I'll just be lazy and it'll sit there in the shed while I sit on my computer all day. School, especially with stuff like Canvas, kind of gamifies the learning process to me. That's how I went through college anyway.
>>
File: if you have to ask big man.jpg (84.1 KB)

84.1 KB JPG
>>2972640
my 65 yo buddy is currently in a 2yr cc machine tech program on the gi bill after a full career in the guard. hes just doing it for shits and giggles and to learn cnc to play at home in retirement. he said its 100% haas controller and fusion 360 shit to make part loader button pusher monkeys. the math portion didnt even go over sin/cos for how to figure an oddball bolt pattern layout. the program wouldnt give much if you want to learn scratch building prototype or repair work
and machine shop is really a thing you either get naturally or you dont. and if you think you need a major handholding session to get it thats probably a bad sign
>>
>>
>>2971600
>>2971511
I'm not saying this to be mean or be a doomer, but you're going to fail if you think it's easy to move 30 pieces of anything a week as a no-name startup in a garage. Even more so if that's net and not gross.
>>2972281
Depends if the rats have recently been in my side of the building or not. The mechanic and fabricator love "borrowing" my drill bits and deburring stuff and then never bring it back. I've found them in the most random places.
>>
>>2972640
>is that I'll just be lazy and it'll sit there in the shed while I sit on my computer all day
That's still going to happen after you're done 'school'. You don't have anything you want to make, go get your costume certification and be the best NPC you can be.
>>
>>
>>
>>
>>2972869
maybe they track my dirty habits of browsing inappropriate content.
(which is once on a full moon and in private tab so idk)
She's cute tho, I don't mind people like this as long they don't harras me with their "identity" and have something interesting to talk about.
>>
>>
Guy on craigslist is offering manual mill training for $1000 for a 40 hour course. Its 1 on 1 training. From the images, its clearly in his garage. Do you think this is worth it for a newbie? Ive seen manual mill machinist pay in the area get up to $36/hr
>>
File: chuckle.gif (991.8 KB)

991.8 KB GIF
>>2973208
>Guy on craigslist
>its clearly in his garage
>manual mill machinist pay in the area
>up to $36/hr
>>
>>
File: Screenshot_20260127_222652.png (116.6 KB)

116.6 KB PNG
I ended up going with these HSS boring bars instead of the solid carbide ones mainly because the carbide one was like $30 while these HSS ones were $25 and come with a set of inserts that were $20 if I tried to buy them separate.
I guess ill see how they work out
>>
>>2973262
Place I work has so many iscar, so many kennametal, and sandvick boring bars on the ground, in 5 gallon harbor freight free buckets
I use an ultradex one as a box cutter
Would dudes like you pick up used boring bar holders?
I’m mostly focused on selling controls since I have like 40 of them I need to get rid of and they’re not cheap
>>
File: 1738253940329092.jpg (635.1 KB)

635.1 KB JPG
>>2973272
Im sure somebody would probably buy it ive looked on ebay for used name brand stuff but prices were still too high compared to the Chinese stuff I have been buying. Unless I could just get it for a steal I personally wouldn't bother but at this point I have bought about everything I think I could ever need... I guess I could use some 5/8 bars that would fit my boring head though but even then I could just modify some cheap Chinese ones
>>
>>2973280
I’m finding an issue where I’ll sell you a cheap iscar holder or a cheap kennametal holder
Or even a live tool holder that accepts capto tooling
But a lot of the people buying it then run into the problem of yeah I got the holder, tool , for cheap but can’t afford the inserts, tooling or the consumables with it
Like if I sold you a cheap Ferrari but you couldn’t afford the gas for it what good is it
And I’m willing to I’m sitting on over 1 millon dollars worth of tool holders in plastic buckets in a room that I need to clear out to get this business going but getting you a Ferrari for $1500 if you can’t add to get it running and can’t afford the parts and fuel for it I’m not really helping you out
>>
>>
File: ignore tripfags.jpg (190.9 KB)

190.9 KB JPG
>>2973369
>attempting to converse with the tripfag in earnest
dont bother
hes bullshitting and doesnt actually have any. he knows most bars take an iso insert and sell for good money used on egay
>>
I need to replace three solid pins on a cheap 22lr 1950s revolver. It holds the trigger guard, the trigger, and the sear lever on. They are not case hardened, just blued.
They are bent, peened, and mangled to fuck so I cant imagine them being super hard.
What steel should I make them out of?
I have hardness files at work and I may test that to see.
>>
>>
>>2973369
What’s a common insert?
I never had to buy tooling, I just used to tell my old manufacturing engineer I need a face mill or turning tool or parting tool and he’d do all the leg work ordering what’s needed
I never bothered to look at the labels or anything
Also these tools have been left in buckets for years , they’re used and expect some rust and/pr boring bars that have been cut down etc
>>
>>
Since we're on the subject of tooling, my instructor recommended that I get my own lathe tool kit. I was looking at the $150ish Shars ones but I'm not sure which size and insert to get. They'll be used on 13x40 manual lathes with quick-change posts that can hold up to a 1/2" tool (actually a little more but 1/2" is a safe limit) as well as maybe Haas CNC lathes later on, and will be used for cutting steel and aluminum. Any recommendations?
>>
>>2973988
Programming and setting up for other people is like warming your wife up to get fucked by other dudes
The reward for programming and setting up parts is the day or two rest break you get just pushing buttons and loading parts
Programming day after day is you do it the bitch work
>>
>>2974087
Newer haas machines just use standard bmt45 and BMT 65 holders
If you find a shop with older haas machines it gets tricky
SL-10 uses bot10 proprietary haas holders, sl20-30 ish used that bot24 and larger use others bot40 I don’t remember
Then you also have the hybrid turrets , the vdi40 and the weird drive castle that no other brand (aside from some old ass okumas) use
Then the tool room lathes are a whole different story and can of worms that changed year by year model by model
>>
>>2974170
No, I'm trying to go somewhere with this and not be a drooling retard mashing buttons until I'm 60
My current job has me providing estimates for the sales team, providing a podution schedule for management, programming everything, training setup machinists, creating inspection sheets and making sure people do them, and ordering our tooling.
I'm getting offered $5 more to do just half of that.
Been with this company for 2 years now and the sales team still doesnt know how to price work, our win rate is 20% and they give me no feedback on my estimates for improving that. The volume of our orders is also fucked up with setup time usually being more than the run time. Quality has no formal training and this is his first quality position but still feels the need to tell sales what he thinks is going to be challenging work. Sales adjusts their shop rate on his recommendation and we usually dont get anything with a tolerance under 0.015" since he started doing that
I've explained to him countless times a reaming tool can hold a tolerance under 0.001" and costs fucking nothing but he still insists its a hard tolerance to hold
My new shop just has me reverse engineering broken down machines and making new parts
>>
File: 404-7942main.jpg (45.1 KB)

45.1 KB JPG
>>2974172
I'm talking about the actual tooling, not the holders. The Haas thing is secondary as well, main priority is the manual lathes that have the traditional kind of holders.
>>
>>
File: s-l1200(1).jpg (144.5 KB)

144.5 KB JPG
>>2974182
https://www.ebay.com/itm/374680334125
spend another $20-30 on a box of deskar inserts or something else better than the trash that comes in the kit and it still leaves a hundo for beer
>>
>>2974195
I was actually looking at similar stuff on Amazon. Problem is they take two fucking weeks to ship to my area for some inexplicable reason (it was a week last year and that was bad enough), while the actual tool companies manage to do it in like 3 days. The main thing is just figuring out what insert size to go with though, and then I can figure out what I want to spend, I just don't want to get something that's gonna end up being hard or unreasonably expensive to get inserts for or just inappropriate for the work I'm doing etc.
>>
>>2974216
long lead time shit is obviously drop shipped direct from chang in the orient
ebay is better than scamazon because you can sort by usa only with 75% success. if the location is fishy sounding itll be china so check if youre in a hurry
ccmt/ccgt are the most common chink inserts on the planet any more. you want the shiny ground ccgt for aluminum for school because i doubt theyll make you do much if any steel
>>
File: inserts.jpg (3.6 MB)

3.6 MB JPG
>>2974182
I doubt you will use any of these holders except for the first two and maybe the boring bar. I mean its nice to have something that can use the odd corners on those inserts but they aren't that practical when you have no tooling and a limited budget imo
A set like this >>2974195 would be better but you would probably be better off with a neutral tool that uses a square (45° chamfering) or triangle (can use for threading) insert but that will inflate costs
I mostly have used CNMG inserts where they have a neutral relief so you can turn them upside down to get 2 more of the good 80° edges. The CC*T inserts are good too but you cant turn them upside down because the relief angle is built into them
If you are going with chinese stuff a lot of it is going to have ISO designations
I would say starting out you will probably want a left, right, and neutral turning tool a small boring bar, an external and internal threading tool, and a parting/grooving tool and maybe if you can find some old HSS from an estate sale or something you can just grind what you need
I have had good results with DESKAR stuff on aliexpress but BB, ZCC.CT, and KeenCutter I have heard are good but if you order for ali you will have to wait a couple weeks usually I think the fastest I have gotten something was about 2 weeks
>>
File: PXL_20251028_203908407.jpg (2.9 MB)

2.9 MB JPG
>>2974352
>>2974182
I was just looking on ali and I didn't see a tool holder that would take CNMG inserts that was smaller than a 16mm shank so it will be too big for 1/2" unless you mill it down so you probably want something like this
SCLCR1010F06 (Right) SCLCR1010F06 (Left) which should take a CC*T06 insert
S10K-SCLCR06 (10MM boring bar) S06H-SCLCR (6MM boring bar) takes same CC*T06 insert
MGEHR - grooving tool the smallest im seeing is 12mm shank which should fit
https://www.aliexpress.us/item/3256805557364209.html
https://www.aliexpress.us/item/3256802490174984.html
>>
>>
Been learning the ropes pretty well but one thing I still struggle with is doing good length measurements over the z axis on a machine too. For example you have a 4 inches long part with a 2 inches diameter. But you need a 1 inches diameter for 2 inches of length. I'm usually off by double digit decimal which is not good at all. I've been trying to find video on proper zeroing then doing the right length but I'm having no luck finding them. Any help here maybe? I suspect I take a little too much metal when I zero but I am unsure where the cutting tool should be to start the measurement too
>>
>>2974505
run whichever tool you tag off up to a little less than 1/2" from the part face
take a 1/2" dowel pin and try to roll it under the tip of the tool as you back the tool away by the .001 with the handwheel mpg
when the pin goes under the tool 1 click bit wont go and the next click will you are within a thou of .500 from the datum and set the offset accordingly
also cut you shoulder .025 or more short then measure for the final bit ya dingus
>>
>>2974505
Is this on a lathe?
>barely graze the end of the part with cutting tool, wind out the X axis/cross slide into fresh air
>zero the Z axis hand wheel
>whind the Z axis to your finished Z dimension minus a safety margin for finishing, use the tool to scribe a line on the part with the spindle on
>roughing cuts up to that scribe line
>before finishing, rough your final Z dimension to within .1mm / .005" with the cross slide
>make your diameter finishing cut, watch the Z hand wheel
>end the auto feed just before you hit the shoulder
>wind the Z axis by hand to the finished Z dimension
>make a .1mm/.005" facing cut by winding out the X axis/cross slide
>do the last 2 steps as quickly/smoothly as possible for better surface finish
A digital readout on the lathe makes this incredibly easy and accurate. The Z axis handwheel graduations generally aren't very accurate. Hence shoulder length tolerances are usually +/- .1mm / .004".
>>
>>2974505
What I was taught to do was just hold the handwheel very lightly and just run it in until your fingers slip. Kinda like using a mic. Alternatively you can use the paper trick, hold a strip of paper between the tool and workpiece and wiggle it back and forth while running the tool in until the paper gets caught, zero, then move the tool away from the part on whichever axis you're not zeroing, run it in to the paper thickness (usually .003ish) and rezero.
>>
What is so elsuive about the installation of cryogenic dry gas seals? The principles are simple, the geometry is intuitive, the drawing are easy to read. Why can't you fucking retards install dry gas mechanical pump seals? T. Operator